Печать несколькими цветами филамента на одном экструдере с помощью PrusaSlicer
Решив напечатать крышку для SKR 1.3, я хотел оформить ее так, чтобы на ней был логотип Эндера. Конечно же, это должна была быть печать в оригинальных цветах (черном и белом) и я хотел чтобы они пропечатались на одном и том же слое.
Однако, на моем принтере всего один экструдер, без устройств Mosaic Palette или MMU2. Но мне удалось схитрить с помощью Marlin M600 и PrusaSlicer. И это действительно сработало, причём так хорошо, что я решил поделиться тем как))
Примечание: это довольно утомительный процесс, во время которого вам нужно будет сделать многоразовую замену филамента.
Главное активировать ADVANCED_PAUSE_FEATURE:

Опции, кооторые вам так же возможно захочется активировать, это PARK_HEAD_ON_PAUSE, с помощью которой сопло не будет протекать на модель во время смены филамента и FILAMENT_LOAD_UNLOAD_GCODES, для открытия отдельного меню для выгрузки/загрузки филамента (опция, которая не относится к теме статьи).

Закончив с активацией, вам нужно будет выполнить настройки принтера. Для экструдера с прямой подачей филамента лучше оставить настройки как есть.
Для Bowden, как в модели Ender 3, вам нужно увеличить максимальную длину, которую можно выплавлять одновременно (за раз), чтобы принтер мог выплавить филамент из экструдера в нагревательный блок одним движением:

Затем, если вы пользуетесь установкой боуден и хотите, чтобы пластик выдавливался в нагревательный блок с максимально возможной скоростью, для моего Ender3 нужно закомментировать на 400 мм (FILAMENT_CHANGE_FAST_LOAD_LENGTH) для экструзии на 30 мм/с (FILAMENT_CHANGE_FAST_LOAD_FEEDRATE).
Симетрично нужно выгрузить 470 мм (FILAMENT_CHANGE_FAST_LOAD_LENGTH все еще на 30 мм/с (FILAMENT_CHANGE_UNLOAD_FEEDRATE). Мы выгружаем больше филамента, чем загрузили, для уверенности в том, что весь пластик был извлечён из экструдера.
Так же, вам нужно замедлить экструзию на несколько милиметров (FILAMENT_CHANGE_SLOW_LOAD_LENGTH) чтобы по факту вставить филамент (замедленная экструзия нужна чтобы шестерёнки экструдера захватили кончик филамента):

И наконец, исключительно мой выбор, я снижаю длину прутка:

Это изменение можно увидеть на Github в следующем разделе:
https://github.com/damienmg/Marlin/commit/f42bf721b7a41888039fe133d06154c7583a97f6
Для всех остальных моделей, вам нужно выбрать мод Expert в PrusaSlicer:

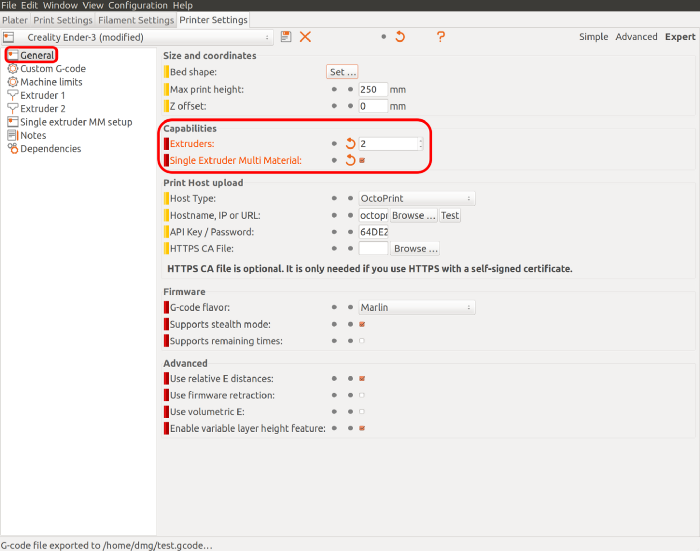
Следующий шаг это соврать PrusaSlicer и заставить ее поверить в то, что у вас есть что-то вроде устройства Prusa MMU на вашем принтере: зайдите в раздел Настройки Принтера и в подразделе Общее, задайте количество экструдеров на больше чем 1 ( Я выставил на 2). Так же выберите Single Extruder Multiple Material, который означает, что принтер отправить все задачи по экструзии на первый экструдер:
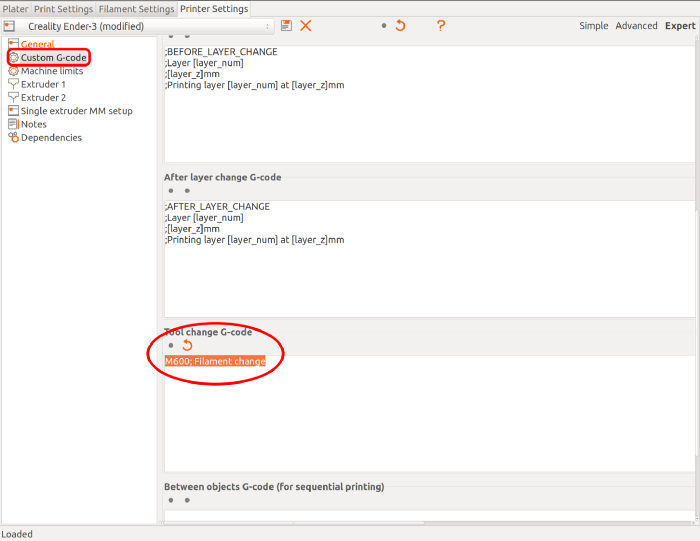
Как только вы закончите, вам нужно отправить специальную команду, чтобы филамент сам себя менял. Зайдите в подраздел Custom G-code в корневом разделе Printer Settings и задайте Tool change G-code на следующий G-code:

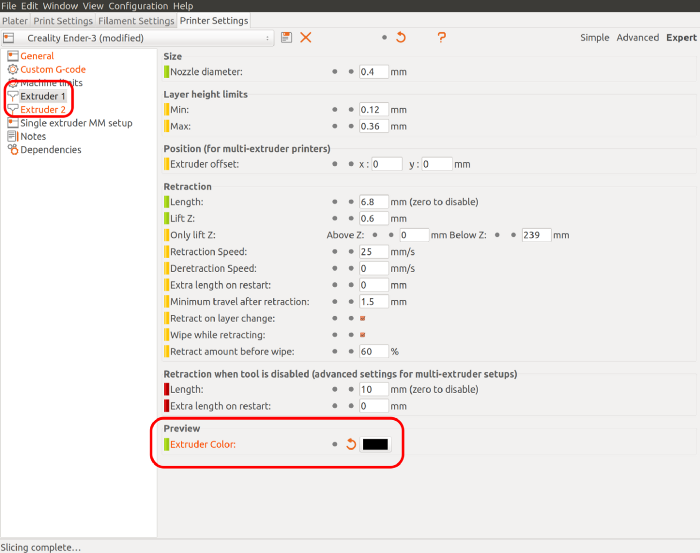
Это даст команду принтеру выполнять замену филамента каждый раз, когда нужно поменять цвет. Итак, вы можете менять цвет каждого экструдера в под-меню Extruder X в разделе Printer Settings, чтобы облегчить их распознавание во время нарезки модели, я использовал черный и белый, так как это была цель моей печати. Тем не менее, я как-то поменял цвета в этой нарезке (но не в самой печати):
Вы можете импортировать формат мультицвета или просто несколько файлов STL для разных частей (метод, описанный здесь).
Начинайте с импортирования первого файла STL, как если бы вы печатали одним цветом при нарезке (тут лого Эндера 3), затем нажмите правой кнопкой мыши на маленькую иконку рядом с импортированным файлом и выберите Add Part > Load…:
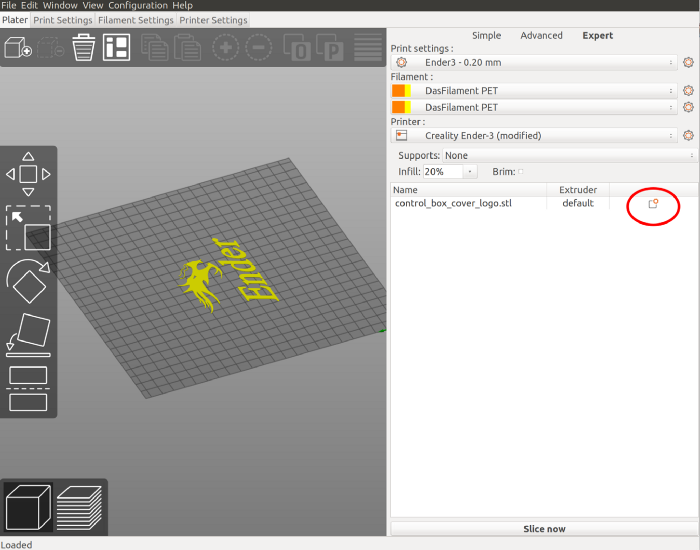
Выберите следующую часть модели (тут крышка Эндера) и вы получите всю модель целиком.
Далее, вам нужно выбрать нужный экструдер нажав на количество в столбике Extruder возле каждой модели:
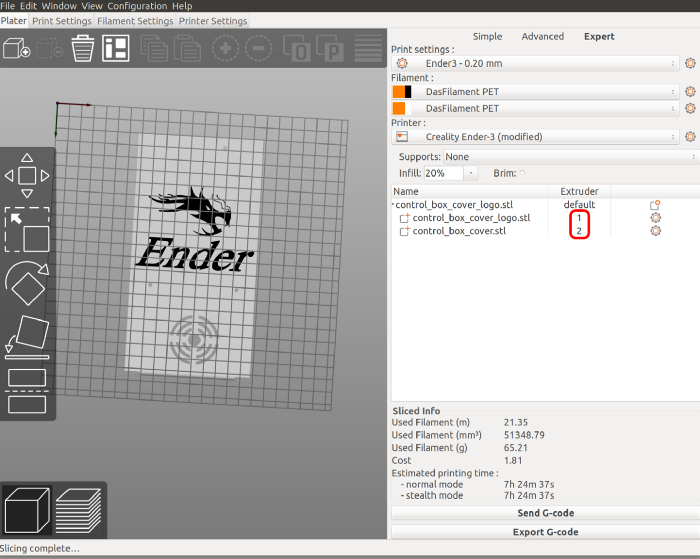
Теперь осталась только нарезка. Как показано на картинке, один слой включает в себя два цвета:
Примечание: в модели для примера 3 замены цвета, если Extruder 1 это цвет лого и 4 если это цвет коробки, вот почему Extruder 1 взят за лого.

Команда просто считает их количество в M600 G-code.
Примечание: во время замены филамента, дождитесь пока немного нового филамента выплавится, перед тем как нажимать “Continue/Продолжить”, чтобы пластик выдавился на области парковки, а не на модель.
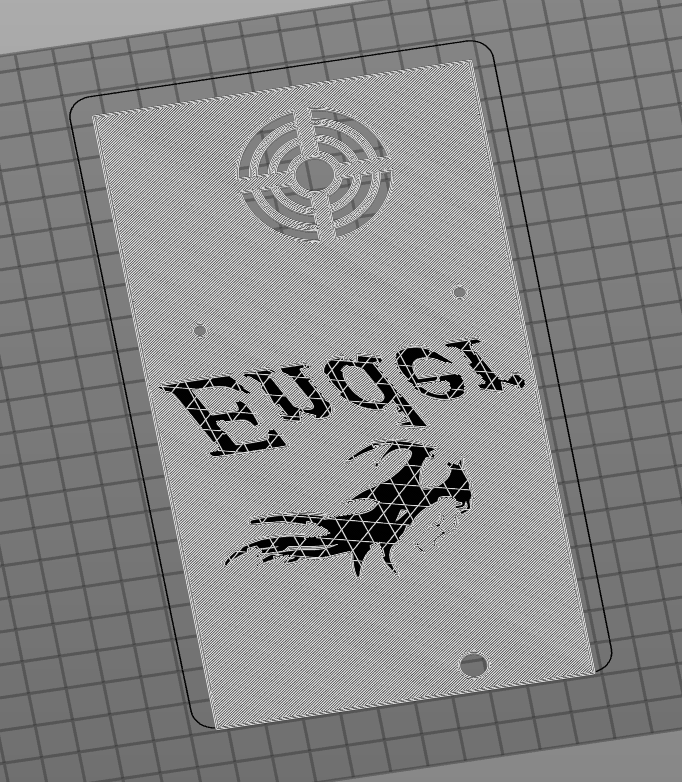
Я использовал PETG для этой печати, материал, который, как известно, довольно волокнистый и для которого мой ретракт, вероятно, не очень хорошо настроен, так что можно увидеть на картинке тонкий белый след на первом слое и тонкий чёрный след на втором слое из-за натяжения. Готов поспорить, что результат был бы лучше с PLA, но у меня не было чёрного PLA.
Последнее слово для людей, которые спрашивали меня о STL на Facebook, я наконец получил отказ от авторских прав от своей компании для этой коробки, поэтому я, вероятно, скоро опубликую ее дизайн на Thingiverse.
Однако, на моем принтере всего один экструдер, без устройств Mosaic Palette или MMU2. Но мне удалось схитрить с помощью Marlin M600 и PrusaSlicer. И это действительно сработало, причём так хорошо, что я решил поделиться тем как))
Примечание: это довольно утомительный процесс, во время которого вам нужно будет сделать многоразовую замену филамента.
Установка смены филамента в Marlin
Чтобы начать этот процесс, я рекомендую активировать опцию Смены Филамента в Marlin (это добавит паузу в прцессе замены филамента). Процесс, описанный в этой статье актуален для версии Marlin 2.0, но для Marlin 1.x он должен быть практически таким же.Главное активировать ADVANCED_PAUSE_FEATURE:
Опции, кооторые вам так же возможно захочется активировать, это PARK_HEAD_ON_PAUSE, с помощью которой сопло не будет протекать на модель во время смены филамента и FILAMENT_LOAD_UNLOAD_GCODES, для открытия отдельного меню для выгрузки/загрузки филамента (опция, которая не относится к теме статьи).
Закончив с активацией, вам нужно будет выполнить настройки принтера. Для экструдера с прямой подачей филамента лучше оставить настройки как есть.
Для Bowden, как в модели Ender 3, вам нужно увеличить максимальную длину, которую можно выплавлять одновременно (за раз), чтобы принтер мог выплавить филамент из экструдера в нагревательный блок одним движением:
Затем, если вы пользуетесь установкой боуден и хотите, чтобы пластик выдавливался в нагревательный блок с максимально возможной скоростью, для моего Ender3 нужно закомментировать на 400 мм (FILAMENT_CHANGE_FAST_LOAD_LENGTH) для экструзии на 30 мм/с (FILAMENT_CHANGE_FAST_LOAD_FEEDRATE).
Симетрично нужно выгрузить 470 мм (FILAMENT_CHANGE_FAST_LOAD_LENGTH все еще на 30 мм/с (FILAMENT_CHANGE_UNLOAD_FEEDRATE). Мы выгружаем больше филамента, чем загрузили, для уверенности в том, что весь пластик был извлечён из экструдера.
Так же, вам нужно замедлить экструзию на несколько милиметров (FILAMENT_CHANGE_SLOW_LOAD_LENGTH) чтобы по факту вставить филамент (замедленная экструзия нужна чтобы шестерёнки экструдера захватили кончик филамента):
И наконец, исключительно мой выбор, я снижаю длину прутка:
Это изменение можно увидеть на Github в следующем разделе:
https://github.com/damienmg/Marlin/commit/f42bf721b7a41888039fe133d06154c7583a97f6
Несколько цветов в PrusaSlicer
Чтобы печатать с помощью PrusaSlicer, вам нужно создать учетную запись вашего принтера. Если вы используете принтер Creality Ender 3, профиль из sn4k3 on GitHub это замечательная точка отсчета.Для всех остальных моделей, вам нужно выбрать мод Expert в PrusaSlicer:
Следующий шаг это соврать PrusaSlicer и заставить ее поверить в то, что у вас есть что-то вроде устройства Prusa MMU на вашем принтере: зайдите в раздел Настройки Принтера и в подразделе Общее, задайте количество экструдеров на больше чем 1 ( Я выставил на 2). Так же выберите Single Extruder Multiple Material, который означает, что принтер отправить все задачи по экструзии на первый экструдер:
Как только вы закончите, вам нужно отправить специальную команду, чтобы филамент сам себя менял. Зайдите в подраздел Custom G-code в корневом разделе Printer Settings и задайте Tool change G-code на следующий G-code:
Это даст команду принтеру выполнять замену филамента каждый раз, когда нужно поменять цвет. Итак, вы можете менять цвет каждого экструдера в под-меню Extruder X в разделе Printer Settings, чтобы облегчить их распознавание во время нарезки модели, я использовал черный и белый, так как это была цель моей печати. Тем не менее, я как-то поменял цвета в этой нарезке (но не в самой печати):
Печать несколькими экструдерами
Когда принтер настроен на несколько цветов, дело остается за нарезкой. Тут модель крышки взята для примера, но вообще нет никакого лимита в количестве цветов или количестве смены цветов (ограничения разве что в том, сколько разных цветов вам по факту нужно).Вы можете импортировать формат мультицвета или просто несколько файлов STL для разных частей (метод, описанный здесь).
Начинайте с импортирования первого файла STL, как если бы вы печатали одним цветом при нарезке (тут лого Эндера 3), затем нажмите правой кнопкой мыши на маленькую иконку рядом с импортированным файлом и выберите Add Part > Load…:
Выберите следующую часть модели (тут крышка Эндера) и вы получите всю модель целиком.
Далее, вам нужно выбрать нужный экструдер нажав на количество в столбике Extruder возле каждой модели:
Теперь осталась только нарезка. Как показано на картинке, один слой включает в себя два цвета:
Примечание: в модели для примера 3 замены цвета, если Extruder 1 это цвет лого и 4 если это цвет коробки, вот почему Extruder 1 взят за лого.
Самая сложная часть: печать
Последняя часть процесса это сама печать. По идее она будет сложная, так как каждая смена филамента осуществляется вами вручную. На Linux, я использую следующую команду, чтобы узнать как много их будет:Команда просто считает их количество в M600 G-code.
Примечание: во время замены филамента, дождитесь пока немного нового филамента выплавится, перед тем как нажимать “Continue/Продолжить”, чтобы пластик выдавился на области парковки, а не на модель.
Вывод
Вот как я напечатал эту двухцветную крышку на моем принтере; это хорошая техника, так как вам не нужно покупать дорогой принтер чтобы напечатать простую модель из нескольких цветов. Конечно, она довольно ограниченная, так как требует много манипуляций произведенных вручную во время печати (множественная замена филамента вручную).Я использовал PETG для этой печати, материал, который, как известно, довольно волокнистый и для которого мой ретракт, вероятно, не очень хорошо настроен, так что можно увидеть на картинке тонкий белый след на первом слое и тонкий чёрный след на втором слое из-за натяжения. Готов поспорить, что результат был бы лучше с PLA, но у меня не было чёрного PLA.
Последнее слово для людей, которые спрашивали меня о STL на Facebook, я наконец получил отказ от авторских прав от своей компании для этой коробки, поэтому я, вероятно, скоро опубликую ее дизайн на Thingiverse.
- Комментарии
Загрузка комментариев...