Друк кількома кольорами філаменту на одному екструдері за допомогою PrusaSlicer
Вирішивши надрукувати кришку SKR 1.3, я хотів оформити її так, щоб на ній був логотип Ендера. Звичайно ж, це мав бути друк в оригінальних кольорах (чорному і білому) і я хотів щоб вони продрукувалися на одному шарі.
Однак, на моєму принтері лише один екструдер, без пристроїв Mosaic Palette або MMU2. Але мені вдалося схитрувати за допомогою Marlin M600 та PrusaSlicer. І це дійсно спрацювало, причому так добре, що я вирішив поділитися тим, як))
Примітка: це досить стомлюючий процес, під час якого потрібно буде зробити багаторазову заміну філаменту.
Встановлення зміни філаменту в Marlin
Щоб розпочати цей процес, я рекомендую активувати опцію Зміни Філаменту в Marlin (це додасть паузу в процесі заміни філаменту). Процес, описаний у цій статті, актуальний для версії Marlin 2.0, але для Marlin 1.x він повинен бути практично таким же.
Головне активувати ADVANCED_PAUSE_FEATURE:

Опції, які вам також можливо захочеться активувати, це PARK_HEAD_ON_PAUSE, за допомогою якої сопло не протікатиме на модель під час зміни філаменту і FILAMENT_LOAD_UNLOAD_GCODES, для відкриття окремого меню для вивантаження/завантаження філаменту (опція, яка не відноситься до теми статті).

Закінчивши активацію, вам потрібно буде виконати налаштування принтера. Для екструдера з прямою подачею філаменту краще залишити налаштування як є.Для Bowden, як у моделі Ender 3, потрібно збільшити максимальну довжину, яку можна виплавляти одночасно (за раз), щоб принтер міг виплавити філамент з екструдера в нагрівальний блок одним рухом:

Потім, якщо ви користуєтеся установкою боуден і хочете, щоб пластик видавлювався в нагрівальний блок з максимально можливою швидкістю, для мого Ender3 потрібно закоментувати на 400 мм (FILAMENT_CHANGE_FAST_LOAD_LENGTH) для екструзії на 30 мм/с (FILAMENT_CHANGE_FAST_LOAD_FE).
Симетрично потрібно вивантажити 470 мм (FILAMENT_CHANGE_FAST_LOAD_LENGTH все ще на 30 мм/с (FILAMENT_CHANGE_UNLOAD_FEEDRATE). Ми вивантажуємо більше філаменту, ніж завантажили, для впевненості в тому, що весь пластик витягли з екструдера.
Також вам потрібно уповільнити екструзію на кілька міліметрів (FILAMENT_CHANGE_SLOW_LOAD_LENGTH) щоб за фактом вставити філамент (уповільнена екструзія потрібна щоб шестерні екструдера захопили кінчик філаменту):

І нарешті, виключно мій вибір, я знижую довжину дроту:

Цю зміну можна побачити на Github у наступному розділі:
https://github.com/damienmg/Marlin/commit/f42bf721b7a41888039fe133d06154c7583a97f6
Декілька кольорів у PrusaSlicer
Щоб друкувати за допомогою PrusaSlicer, потрібно створити обліковий запис вашого принтера. Якщо ви використовуєте принтер Creality Ender 3, профіль sn4k3 on GitHub це чудова точка відліку.Для всіх інших моделей, вам потрібно вибрати мод Expert в PrusaSlicer:
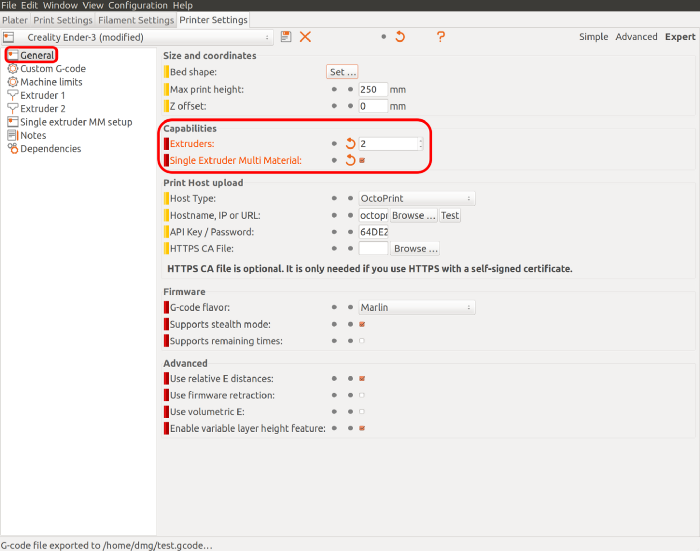
Наступний крок це збрехати PrusaSlicer і змусити її повірити в те, що у вас є щось на кшталт пристрою Prusa MMU на вашому принтері: зайдіть у розділ Налаштування Принтера та в підрозділі Загальне, задайте кількість екструдерів на більш ніж 1 (Я виставив на 2) . Також виберіть Single Extruder Multiple Material, який означає, що принтер буде надсилати всі завдання екструзії на перший екструдер:
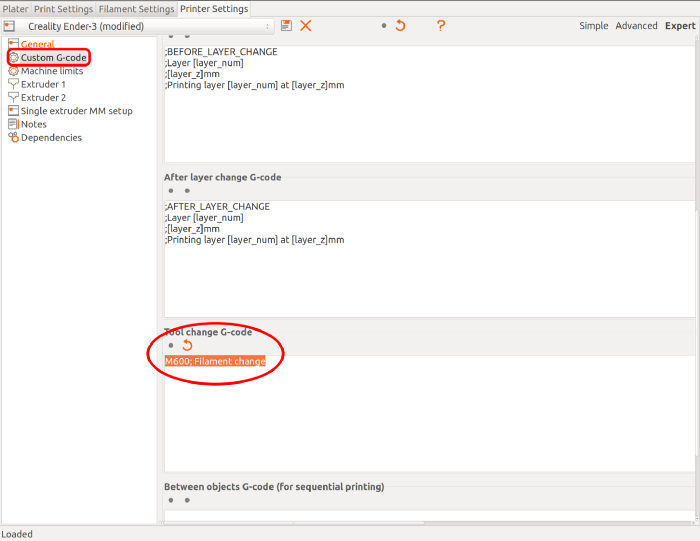
Як тільки ви закінчите, вам потрібно надіслати спеціальну команду, щоб філамент сам себе змінював. Зайдіть у підрозділ Custom G-code у кореневому розділі Printer Settings і задайте Tool change G-code на наступний G-code:

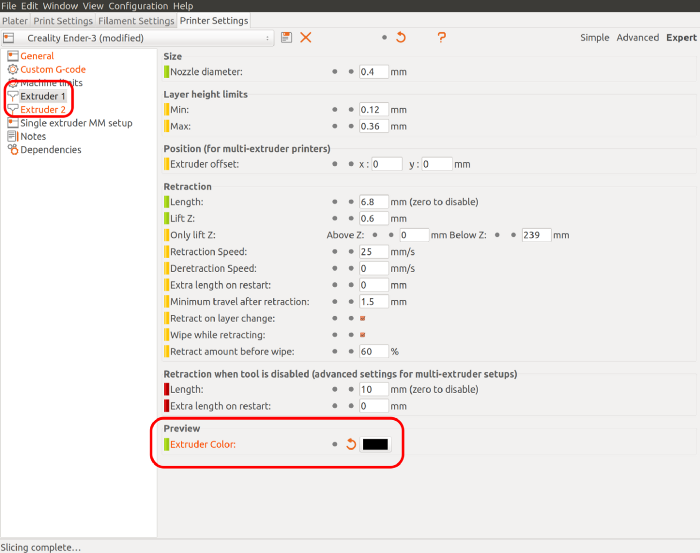
Це дасть команду принтеру виконувати заміну філаменту щоразу, коли потрібно змінити колір. Отже, ви можете змінювати колір кожного екструдера в підменю Extruder X у розділі Printer Settings, щоб полегшити їхнє розпізнавання під час підготування моделі до друку у слайсері, я використовував чорний і білий, оскільки це була мета мого друку. Тим не менш, я якось змінив кольори в цій нарізці (але не в самому друці):
Друк кількома екструдерами
Коли принтер налаштовано на кілька кольорів, справа залишається за підготуванням моделі у слайсері. Тут модель кришки взята для прикладу, але взагалі немає жодного ліміту в кількості кольорів або кількості зміни кольорів (обмеження хіба що в тому, скільки різних кольорів вам за фактом потрібно).
Ви можете імпортувати формат мультиколір або просто кілька файлів STL для різних частин (метод, описаний тут).
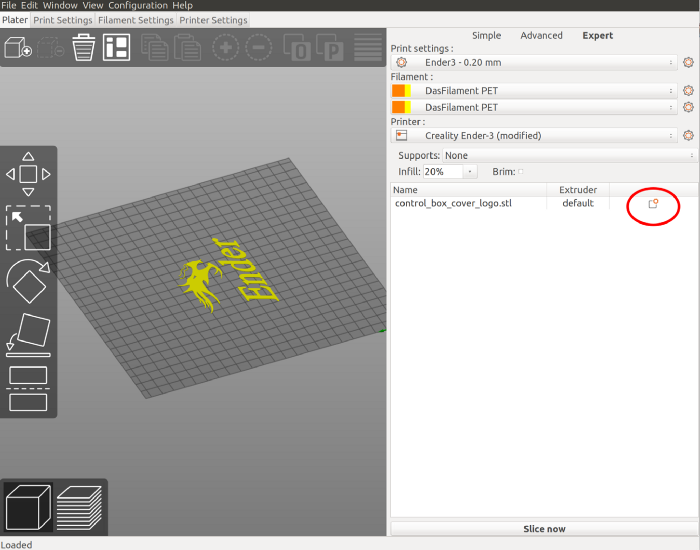
Починайте з імпортування першого файлу STL, ніби ви друкували одним кольором при нарізці (тут лого Ендера 3), потім натисніть правою кнопкою миші на маленьку іконку поруч із імпортованим файлом і виберіть Add Part > Load…:
Виберіть наступну частину моделі (тут кришка Ендера) і ви отримаєте всю модель повністю.
Далі, вам потрібно вибрати потрібний екструдер, натиснувши на кількість у стовпчику Extruder біля кожної моделі:
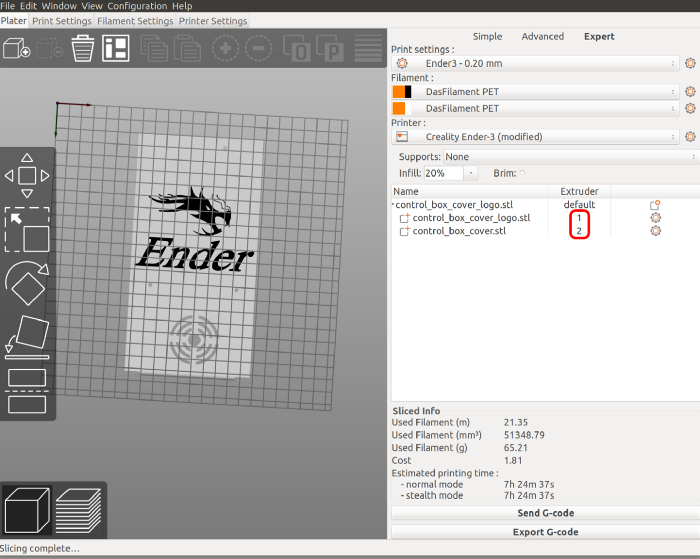
Тепер залишилася лише подготування моделі до друку (нарізка). Як показано на картинці, один шар включає два кольори:
Примітка: у моделі для прикладу 3 заміни кольору, якщо Extruder 1 це колір логотипу і 4 якщо це колір коробки, ось чому Extruder 1 взятий за логотип.
Найскладніша частина: друк
Остання частина процесу це сам друк. Він буде складним, оскільки кожна зміна філаменту здійснюється вами вручну. На Linux, я використовую наступну команду, щоб дізнатися, як багато їх буде:

Команда просто розраховує їх кількість у M600 G-code.
Примітка: під час заміни філаменту, дочекайтеся поки трохи нового філаменту виплавиться, перш ніж натискати “Continue/Продовжити”, щоб пластик видавився на парковці, а не на модель.
Висновок
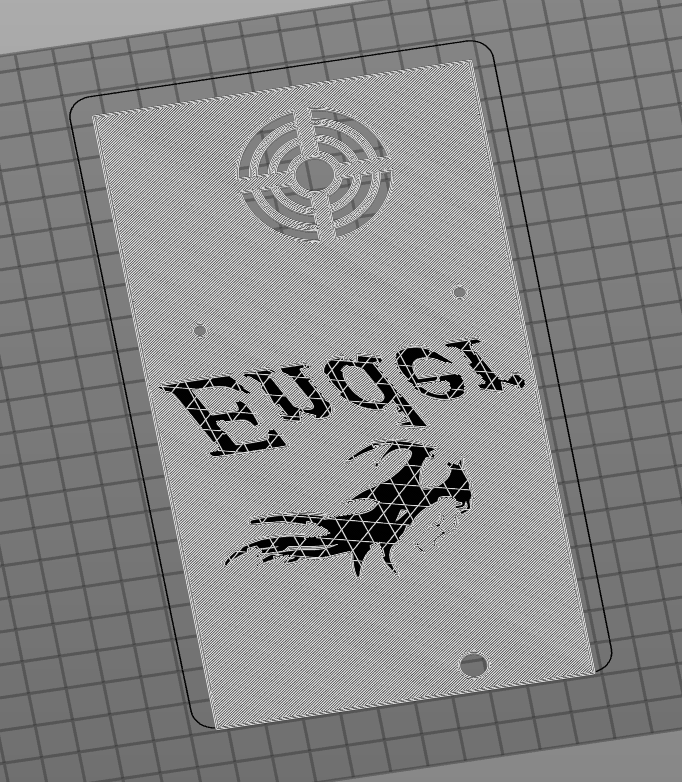
Ось як я надрукував цю двоколірну кришку на моєму принтері; це хороша техніка, оскільки, вам не потрібно купувати дорогий принтер, щоб надрукувати просту модель з декількох кольорів. Звичайно, вона досить обмежена, тому що вимагає багато маніпуляцій, зроблених вручну під час друку (множинна заміна філаменту вручну).
Я використовував PETG для цього друку, матеріал, який, як відомо, досить волокнистий і для якого мій ретракт, ймовірно, не дуже добре налаштований, так, що можна побачити на малюнку тонкий білий слід на першому шарі та тонкий чорний слід на другому шарі через натяг.
Готовий посперечатися, що результат був би кращим із PLA, але в мене не було чорного PLA.
Останнє слово для людей, які запитували мене про STL на Facebook, я нарешті отримав відмову від авторських прав від своєї компанії для цієї коробки, тому я, мабуть, скоро опублікую її дизайн на Thingiverse.
- Коментарі